

Downtime yang tidak terencana pada turbin air bukan sekadar gangguan operasional; ini adalah kerugian finansial signifikan yang menggerus profitabilitas pembangkit listrik. Setiap jam turbin berhenti berputar berarti kehilangan pendapatan dan potensi biaya perbaikan yang membengkak. Selama bertahun-tahun, industri mengandalkan jadwal pemeliharaan berbasis waktu (preventif), namun strategi ini seringkali terbukti tidak efisien. Komponen diganti terlalu dini, atau lebih buruk lagi, kegagalan katastropik terjadi sebelum jadwal inspeksi berikutnya.
Masalah intinya adalah pemeliharaan tradisional bersifat reaktif atau buta terhadap kondisi internal aset. Retakan mikro pada poros atau degradasi material pada sudu turbin tidak akan menunggu kalender untuk muncul. Inilah saatnya beralih dari sekadar bereaksi menjadi mampu memprediksi.
Artikel ini bukan sekadar daftar tips pemeliharaan. Ini adalah kerangka kerja strategis bagi para manajer pemeliharaan, insinyur keandalan, dan teknisi senior untuk bertransformasi dari model reaktif ke budaya pemeliharaan prediktif yang proaktif dan berbasis data. Kami akan memandu Anda membangun program yang hemat biaya, memanfaatkan diagnostik canggih seperti Non-Destructive Testing (NDT) dengan ultrasonic flaw detector, untuk mengendalikan keandalan aset dan mencegah kegagalan kritis bahkan sebelum sempat terpikirkan.
- Dari Reaktif ke Prediktif: Evolusi Strategi Pemeliharaan Turbin
- Anatomi Kegagalan: Akar Penyebab Kerusakan Kritis Turbin Air
- Panduan Inspeksi Non-Destruktif (NDT) untuk Turbin
- Teknik Menggunakan Ultrasonic Flaw Detector pada Turbin Air
- Membangun Program Keandalan: Optimasi Jadwal & Pencegahan
- Kesimpulan: Mengambil Kendali Penuh atas Keandalan Turbin
- References
Dari Reaktif ke Prediktif: Evolusi Strategi Pemeliharaan Turbin
Pergeseran filosofi pemeliharaan adalah kunci untuk mencapai efisiensi operasional di era modern. Meninggalkan pendekatan “perbaiki saat rusak” menuju strategi “cegah sebelum terjadi” bukan hanya tren, melainkan sebuah kebutuhan bisnis yang mendesak. Evolusi ini sangat penting untuk menekan biaya, memperpanjang umur aset, dan memastikan ketersediaan daya yang andal.
“Pemeliharaan berbasis waktu adalah pertaruhan yang mahal,” ujar seorang Reliability Engineer berpengalaman. “Anda bisa saja mengganti komponen yang masih memiliki sisa umur 50%, atau Anda bisa melewatkan retakan yang berkembang cepat dan berujung pada kegagalan total seminggu setelah inspeksi. Kita butuh data, bukan tebakan.”
Berikut adalah perbandingan sederhana antara tiga strategi pemeliharaan utama:
| Kriteria | Pemeliharaan Reaktif | Pemeliharaan Preventif | Pemeliharaan Prediktif (PdM) |
|---|---|---|---|
| Pemicu | Kerusakan/Kegagalan | Jadwal (Waktu/Siklus) | Kondisi Aset (Data Real-time) |
| Biaya | Sangat Tinggi | Sedang | Rendah (Optimal) |
| Downtime | Tidak Terencana & Lama | Terencana & Sering | Terencana & Minimal |
| Umur Aset | Paling Pendek | Sedang | Maksimal |
Mengapa Jadwal Pemeliharaan Tradisional Sering Gagal?
Jadwal pemeliharaan tradisional yang berbasis interval waktu (misalnya, inspeksi setiap 6 bulan) memiliki kelemahan fundamental: ia mengasumsikan bahwa semua komponen akan mengalami degradasi dengan laju yang sama dan dapat diprediksi. Kenyataannya, kondisi operasional, beban kerja, dan kualitas material sangat bervariasi. Akibatnya, pendekatan ini seringkali gagal.
Kegagalan ini menciptakan dua skenario yang merugikan:
- Pemeliharaan Berlebihan: Komponen yang sehat diganti sebelum waktunya, membuang-buang sumber daya, anggaran, dan tenaga kerja.
- Kegagalan Tak Terduga: Cacat atau retakan yang berkembang lebih cepat dari perkiraan tidak terdeteksi di antara jadwal inspeksi, menyebabkan downtime turbin air yang katastropik.
Analisis industri menunjukkan bahwa sebagian kecil dari total potensi kesalahan dapat menyebabkan mayoritas waktu henti. Sebagai contoh, pada beberapa jenis turbin, sekitar 25% dari semua jenis kesalahan dapat menyumbang hingga 95% dari total downtime. Ini membuktikan bahwa fokus harus dialihkan ke deteksi dini masalah-masalah kritis, bukan pemeliharaan menyeluruh yang tidak efisien. Untuk informasi lebih luas mengenai konsep pemantauan, Wind Turbine Monitoring and Maintenance Guide memberikan gambaran umum yang bermanfaat.
Memahami Pemeliharaan Prediktif (PdM): Pendekatan Berbasis Kondisi
Pemeliharaan Prediktif (PdM) adalah solusi untuk kelemahan tersebut. Alih-alih bertanya “Kapan jadwal pemeliharaan berikutnya?”, PdM bertanya “Bagaimana kondisi aset saat ini?”. Ini adalah strategi proaktif yang menggunakan teknologi pemantauan kondisi (condition monitoring) untuk mengevaluasi kesehatan turbin secara real-time atau berkala.
Inti dari PdM adalah mendengarkan “gejala” yang ditunjukkan oleh mesin. Teknologi seperti analisis getaran, termografi inframerah, analisis oli, dan inspeksi non-destruktif (NDT) digunakan untuk mendeteksi tanda-tanda awal penurunan performa. Dengan data ini, pemeliharaan dapat dijadwalkan secara tepat—hanya ketika diperlukan—sebelum masalah kecil berkembang menjadi kegagalan besar. Dengan demikian, PdM memaksimalkan waktu operasional, mengoptimalkan penggunaan suku cadang, dan secara signifikan mengurangi risiko downtime yang tidak terencana.
Anatomi Kegagalan: Akar Penyebab Kerusakan Kritis Turbin Air
Untuk mencegah kegagalan, kita harus memahami mengapa kegagalan itu terjadi. Menganalisis gejala saja tidak cukup; seorang insinyur andal harus mampu menggali hingga ke akar penyebab (root cause). Pada turbin air, beberapa komponen lebih rentan mengalami kerusakan kritis yang dapat menghentikan seluruh operasi.
Menurut Electric Power Research Institute (EPRI), kegagalan sudu turbin merupakan ancaman tunggal terbesar terhadap pemeliharaan terencana dan operasi yang andal1. Di sisi lain, laporan dari Kantor Informasi Ilmiah dan Teknis Departemen Energi AS (OSTI) menyoroti bahwa kegagalan pada sistem bantalan turbin adalah salah satu penyebab utama pemadaman paksa2. Memahami mekanisme kerusakan pada komponen-komponen vital ini adalah langkah pertama menuju pencegahan yang efektif.
Kerusakan Sudu Turbin: Dari Erosi hingga Retak Fatik
Sudu (blade) turbin adalah komponen yang bekerja paling keras, mengubah energi kinetik air menjadi energi mekanik. Mereka terus-menerus terpapar pada tekanan tinggi, aliran turbulen, dan potensi partikel abrasif. Beberapa mekanisme kerusakan utama meliputi:
- Erosi: Pengikisan material permukaan sudu akibat partikel padat (seperti pasir atau sedimen) dalam air. Erosi menyebabkan penipisan material, perubahan profil aerodinamis, dan penurunan efisiensi.
- Korosi: Degradasi kimiawi material sudu akibat reaksi dengan elemen di dalam air. Korosi sering muncul sebagai lubang-lubang kecil (pitting) yang dapat menjadi titik awal retakan.
- Kavitasi: Pembentukan dan pecahnya gelembung uap di area bertekanan rendah, yang menyebabkan gelombang kejut mikro dan merusak permukaan sudu.
- Retak Fatik (Kelelahan Material): Ini adalah penyebab paling berbahaya. Beban siklik yang berulang-ulang (dari start-stop atau perubahan beban) dapat memulai retakan mikro, bahkan pada tegangan di bawah batas kekuatan material. Retakan ini kemudian merambat secara perlahan hingga mencapai ukuran kritis dan menyebabkan kegagalan total.
Analisis ilmiah terhadap sudu yang gagal seringkali melibatkan pemeriksaan pasca-kegagalan (post-mortem) untuk mengidentifikasi mekanisme kerusakan yang tepat, sebuah pendekatan yang divalidasi dalam berbagai penelitian3.
Titik Kritis Poros Turbin: Memahami Konsentrasi Tegangan
Poros turbin adalah tulang punggung mekanis dari unit generator. Kegagalannya bersifat katastropik. Sama seperti sudu, poros juga rentan terhadap retak fatik, namun lokasinya seringkali dapat diprediksi. Retakan pada poros jarang dimulai pada permukaan yang mulus; mereka hampir selalu berawal dari titik konsentrasi tegangan (stress concentration).
Titik-titik ini adalah area pada desain poros di mana tegangan didistribusikan secara tidak merata dan terkonsentrasi, seperti:
- Fillet: Sudut atau radius transisi antara dua diameter poros yang berbeda.
- Keyway: Alur pasak untuk memasang komponen lain.
- Lubang atau Alur: Fitur desain lainnya yang mengganggu permukaan mulus.
Penelitian dari berbagai institusi, seperti yang ditemukan di repositori universitas, menunjukkan bahwa proses kegagalan seringkali dimulai dari celah mikro di titik-titik ini, yang kemudian merambat menjadi retak makro dan akhirnya menyebabkan patah4. Oleh karena itu, inspeksi NDT harus difokuskan pada area-area kritis ini. Standar industri seperti yang dikeluarkan oleh regulator, contohnya NRC Turbine Rotor Integrity Standards, memberikan panduan penting mengenai integritas material dan inspeksi untuk komponen rotor.
Panduan Inspeksi Non-Destruktif (NDT) untuk Turbin
Non-Destructive Testing (NDT) adalah sekumpulan teknik analisis yang digunakan untuk mengevaluasi sifat material, komponen, atau sistem tanpa menyebabkan kerusakan. Dalam konteks pemeliharaan prediktif, NDT adalah “mata dan telinga” insinyur, memungkinkan kita untuk “melihat” ke dalam komponen dan mendeteksi cacat internal sebelum menjadi masalah nyata.
Penting untuk diingat bahwa efektivitas NDT sangat bergantung pada kualifikasi personel. Teknisi yang melakukan dan menginterpretasikan hasil pengujian harus bersertifikat sesuai standar industri, seperti ASNT (American Society for Nondestructive Testing) Level II atau III, untuk memastikan keandalan dan akurasi inspeksi.
Berikut adalah matriks aplikasi yang memetakan komponen turbin kritis dengan metode NDT yang paling sesuai:
| Komponen | Potensi Cacat Utama | Metode NDT Primer | Metode NDT Sekunder |
|---|---|---|---|
| Sudu (Blade) | Retak permukaan, Erosi, Korosi | Liquid Penetrant (PT) | Visual (VT), Ultrasonic (UT) |
| Poros (Shaft) | Retak internal (fatik), Cacat subsurface | Ultrasonic (UT) | Magnetic Particle (MT) |
| Casing/Rumah | Retak pada lasan, Korosi | Ultrasonic (UT), Magnetic Particle (MT) | Radiography (RT) |
| Baut/Pengencang | Retak akibat tegangan | Magnetic Particle (MT) | Ultrasonic (UT) |
Untuk memastikan semua prosedur dilakukan dengan benar, merujuk pada ASTM Nondestructive Testing Standards adalah praktik terbaik yang diakui secara global.
Memilih Metode yang Tepat: PT, MT, vs. UT
Setiap metode NDT memiliki kelebihan dan keterbatasan. Memilih metode yang tepat sangat penting untuk keberhasilan inspeksi.
- Liquid Penetrant Testing (PT): Sangat baik untuk mendeteksi cacat yang terbuka ke permukaan (seperti retakan, lipatan, porositas) pada material non-porous. Metode ini relatif mudah dan murah, tetapi tidak dapat mendeteksi cacat di bawah permukaan.
- Magnetic Particle Testing (MT): Digunakan untuk mendeteksi cacat di permukaan dan sedikit di bawah permukaan (near-surface) pada material feromagnetik. MT sangat sensitif terhadap retakan halus. Prosedur standar untuk metode ini diatur dalam dokumen seperti ASTM E1444.
- Ultrasonic Testing (UT): Metode yang paling kuat untuk mendeteksi cacat internal (subsurface). Dengan menggunakan gelombang suara frekuensi tinggi, UT dapat menemukan retakan, rongga, dan diskontinuitas lain yang tersembunyi jauh di dalam material, menjadikannya alat vital untuk inspeksi poros dan komponen tebal lainnya.
Fokus Utama: Apa Itu Ultrasonic Flaw Detector?
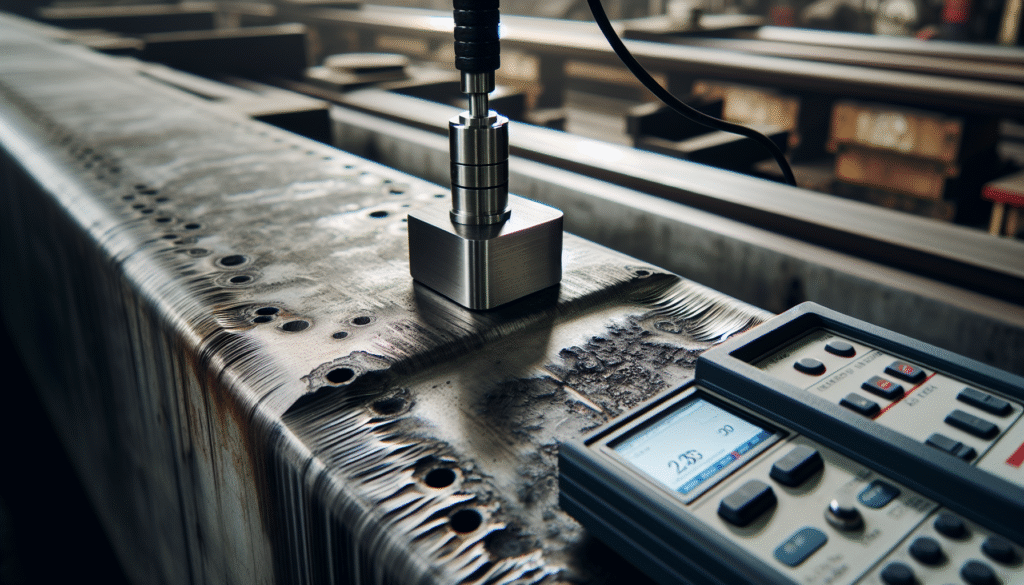
Ultrasonic Flaw Detector adalah perangkat elektronik canggih yang menjadi inti dari metode UT. Prinsip kerjanya mirip dengan sonar atau USG medis. Alat ini mengirimkan pulsa gelombang suara frekuensi tinggi (biasanya 0.5 hingga 15 MHz) ke dalam material melalui sebuah transduser (probe).
Gelombang suara ini akan merambat melalui material dengan kecepatan konstan. Jika gelombang tersebut menabrak batas material (seperti dinding belakang) atau diskontinuitas (seperti retakan), sebagian energi gelombang akan dipantulkan kembali ke transduser. Alat ini kemudian mengukur waktu yang dibutuhkan gelombang untuk bolak-balik dan menampilkan informasi ini di layar sebagai sinyal (A-scan). Dengan menganalisis posisi dan amplitudo sinyal ini, seorang teknisi terlatih dapat menentukan lokasi, ukuran, dan orientasi cacat internal dengan akurasi tinggi.
Peran kritis ultrasonic flaw detector adalah kemampuannya untuk mendeteksi cacat subsurface yang tidak dapat ditemukan oleh metode PT atau MT, menjadikannya alat yang tak tergantikan untuk pencegahan kegagalan katastropik pada komponen seperti poros turbin.
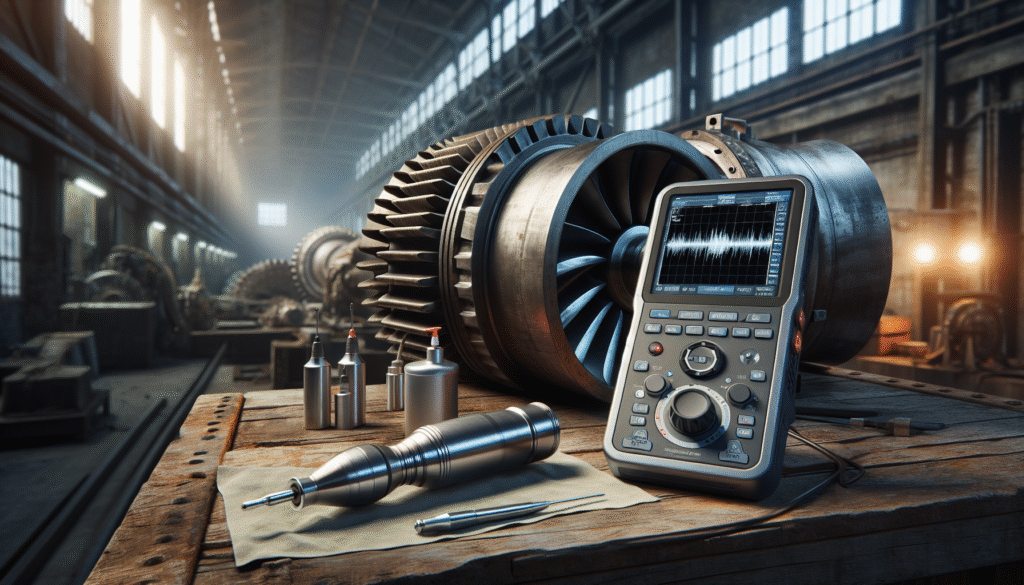
Teknik Menggunakan Ultrasonic Flaw Detector pada Turbin Air
Menggunakan ultrasonic flaw detector secara efektif pada geometri turbin yang kompleks membutuhkan lebih dari sekadar pengetahuan teori; ini menuntut teknik dan perhatian terhadap detail. Bagian ini berfungsi sebagai panduan praktis langkah demi langkah untuk teknisi di lapangan.
Pojok Insinyur Keandalan
Tip dari Teknisi NDT Level III: “Kesalahan paling umum yang saya lihat adalah kalibrasi yang terburu-buru. Teknisi merasa sudah tahu materialnya dan melewatkan verifikasi pada blok standar. Ingat, sedikit perubahan suhu atau batch material dapat memengaruhi kecepatan suara. Kalibrasi yang salah membuat semua data Anda tidak valid. Selalu verifikasi sebelum setiap inspeksi.”
Langkah 1: Persiapan Permukaan dan Pemilihan Couplant
Akurasi pengujian ultrasonik dimulai dari permukaan. Gelombang suara frekuensi tinggi tidak dapat merambat melalui udara. Oleh karena itu, setiap celah udara antara transduser dan permukaan komponen harus dihilangkan.
- Bersihkan Permukaan: Permukaan inspeksi harus bebas dari kotoran, karat, cat tebal, dan kontaminan lainnya. Permukaan yang kasar mungkin perlu dihaluskan.
- Pilih Couplant: Couplant adalah zat (biasanya gel, gliserin, atau oli) yang diaplikasikan pada permukaan untuk memastikan transmisi suara yang efisien. Pemilihan couplant bergantung pada suhu permukaan, orientasi, dan kondisi material.
- Aplikasikan Secara Merata: Oleskan lapisan tipis dan merata dari couplant di area yang akan dipindai. Pastikan tidak ada gelembung udara yang terperangkap.
Langkah ini mutlak diperlukan. Tanpa persiapan permukaan dan couplant yang tepat, data yang dihasilkan tidak akan dapat diandalkan.
Langkah 2: Kalibrasi Alat dengan Blok Standar
Kalibrasi adalah proses menyesuaikan flaw detector dengan parameter pengujian yang spesifik. Ini memastikan bahwa pengukuran jarak (lokasi cacat) dan amplitudo (ukuran cacat) akurat. Proses ini dilakukan menggunakan blok kalibrasi standar (seperti blok V1 atau V2) yang terbuat dari material yang sama atau memiliki sifat akustik yang mirip dengan komponen turbin.
Tujuan utama kalibrasi adalah untuk:
- Mengatur Rentang (Range): Menyesuaikan tampilan layar agar sesuai dengan ketebalan komponen yang diuji.
- Mengatur Kecepatan Suara (Velocity): Memasukkan kecepatan rambat suara yang tepat untuk material turbin.
- Mengatur Sensitivitas: Menyesuaikan penguatan (gain) agar cacat dengan ukuran minimum yang relevan dapat terdeteksi.
Kalibrasi harus selalu dilakukan sesuai dengan prosedur yang ditetapkan, seperti yang dijelaskan dalam standar ASTM, untuk memastikan validitas dan keterulangan pengujian.
Langkah 3: Teknik Pemindaian pada Sudu & Poros
Geometri turbin yang kompleks memerlukan teknik pemindaian yang berbeda. Pemilihan transduser (probe) sangat penting di sini.
- Probe Lurus (Straight Beam): Mengirimkan gelombang suara tegak lurus ke permukaan. Ideal untuk mendeteksi laminasi atau mengukur ketebalan material. Saat memeriksa badan poros, probe lurus digunakan untuk mencari cacat yang sejajar dengan permukaan.
- Probe Sudut (Angle Beam): Mengirimkan gelombang suara pada sudut tertentu (misalnya, 45°, 60°, 70°). Ini sangat penting untuk memeriksa sambungan las pada casing turbin atau area di sekitar fillet pada poros. Gelombang suara dapat “memantul” dari permukaan untuk mencapai area yang tidak dapat diakses oleh probe lurus.
Saat memindai, gerakkan probe secara perlahan dengan pola yang sistematis (misalnya, maju-mundur sambil sedikit bergeser ke samping) untuk memastikan cakupan 100% dari area inspeksi.
Menginterpretasi Sinyal: Membedakan Cacat dan Geometri
Ini adalah bagian di mana keahlian teknisi benar-benar diuji. Layar A-scan akan menampilkan berbagai sinyal, dan tidak semuanya adalah cacat. Penting untuk dapat membedakan antara indikasi dari cacat nyata dan refleksi dari fitur geometris komponen itu sendiri.
- Sinyal Dinding Belakang (Back Wall Echo): Pada komponen yang sehat, Anda akan melihat sinyal yang kuat dan stabil dari permukaan terjauh komponen. Ini adalah referensi Anda. Kehilangan atau penurunan drastis sinyal ini bisa mengindikasikan adanya cacat besar di jalurnya.
- Sinyal Cacat: Indikasi dari cacat (seperti retakan) biasanya muncul sebagai sinyal tajam di antara sinyal awal dan sinyal dinding belakang. Saat probe digerakkan di sekitar cacat, sinyal ini akan naik ke puncak (amplitudo maksimum) dan kemudian turun.
- Sinyal Geometri: Refleksi dari fillet, lubang, atau perubahan bentuk lainnya bisa muncul di layar. Sinyal ini biasanya lebih dapat diprediksi dan stabil saat probe digerakkan di sepanjang fitur tersebut.
Memahami perilaku sinyal saat probe bergerak adalah kunci untuk interpretasi yang akurat.
Membangun Program Keandalan: Optimasi Jadwal & Pencegahan
Memiliki alat canggih seperti ultrasonic flaw detector hanyalah satu bagian dari teka-teki. Nilai sebenarnya terletak pada bagaimana data yang dihasilkan diintegrasikan ke dalam strategi pemeliharaan yang lebih besar untuk membangun program keandalan yang proaktif dan berkelanjutan. Tujuannya adalah untuk beralih dari pengujian individual ke manajemen aset yang sistematis.
Pendekatan ini tidak hanya tentang praktik terbaik teknis tetapi juga kepatuhan terhadap regulasi. Di Indonesia, misalnya, peraturan seperti Permenaker No. 38 Tahun 2016 menetapkan persyaratan untuk pemeriksaan dan pengujian berkala pada peralatan bertekanan, yang relevan dengan beberapa komponen sistem turbin. Selain itu, sumber daya dari lembaga pemerintah seperti DOE O&M Best Practices dapat memberikan panduan tingkat tinggi yang berharga.
Mengoptimalkan Jadwal dengan Criticality Analysis
Tidak semua komponen diciptakan sama. Kegagalan baut casing mungkin merupakan masalah kecil, tetapi kegagalan poros adalah bencana. Criticality Analysis adalah metode sistematis untuk memprioritaskan upaya pemeliharaan dengan mengidentifikasi komponen yang kegagalannya memiliki dampak terbesar pada keselamatan, lingkungan, dan produksi.
Prosesnya melibatkan penilaian setiap komponen berdasarkan dua faktor utama:
- Probabilitas Kegagalan (Probability of Failure – PoF): Seberapa besar kemungkinan komponen ini akan gagal? Data historis, kondisi operasi, dan hasil NDT digunakan untuk menilainya.
- Konsekuensi Kegagalan (Consequence of Failure – CoF): Apa dampak jika komponen ini gagal? Ini mencakup biaya perbaikan, kehilangan produksi, dan risiko keselamatan.
Dengan memetakan komponen pada matriks risiko (Probabilitas vs. Konsekuensi), Anda dapat memfokuskan sumber daya inspeksi dan pemeliharaan pada aset berisiko tinggi. Penelitian telah menunjukkan bahwa penggunaan metode ini secara efektif dapat menentukan interval perawatan yang optimal dan meminimalkan downtime.
Integrasi Data NDT ke dalam Sistem Manajemen (CMMS)
Langkah terakhir untuk menutup lingkaran pemeliharaan prediktif adalah mengelola data secara efektif. Data dari inspeksi NDT tidak boleh hanya berakhir di laporan yang tersimpan di lemari. Data ini harus dimasukkan ke dalam Computerized Maintenance Management System (CMMS).
CMMS adalah platform perangkat lunak yang berfungsi sebagai pusat komando untuk semua aktivitas pemeliharaan. Dengan mengintegrasikan data NDT ke dalam CMMS, Anda dapat:
- Menciptakan Riwayat Aset: Melacak kondisi setiap komponen kritis dari waktu ke waktu.
- Mengaktifkan Analisis Tren: Mengidentifikasi laju pertumbuhan cacat dan memprediksi sisa umur pakai (Remaining Useful Life – RUL).
- Mengotomatiskan Perintah Kerja: Secara otomatis menjadwalkan inspeksi lanjutan atau perintah kerja perbaikan ketika data menunjukkan bahwa ambang batas kondisi telah tercapai.
Platform CMMS terkemuka di industri seperti IBM Maximo atau SAP PM dirancang untuk menangani integrasi data semacam ini, mengubah data mentah dari lapangan menjadi intelijen pemeliharaan yang dapat ditindaklanjuti.
Kesimpulan: Mengambil Kendali Penuh atas Keandalan Turbin
Perjalanan dari pemeliharaan reaktif yang penuh risiko menuju strategi prediktif yang terkendali adalah sebuah transformasi fundamental. Ini adalah pergeseran dari memadamkan api menjadi mencegahnya sejak awal. Dengan memahami akar penyebab kegagalan turbin, menguasai alat diagnostik canggih seperti ultrasonic flaw detector, dan mengintegrasikan data ke dalam program keandalan yang sistematis, Anda tidak lagi menjadi korban dari jadwal yang tidak efisien atau kegagalan yang tak terduga.
Panduan ini telah menyediakan kerangka kerja bagi para insinyur dan manajer untuk mengambil alih kendali. Dengan pendekatan berbasis data, setiap keputusan pemeliharaan menjadi lebih cerdas, setiap investasi sumber daya lebih tepat sasaran, dan setiap jam operasional menjadi lebih andal. Pada akhirnya, tujuannya adalah untuk menghilangkan downtime dan mencegah kegagalan katastropik, memastikan pembangkit listrik Anda beroperasi pada puncak efisiensi dan profitabilitas.
Langkah pertama menuju perubahan adalah dengan menilai strategi pemeliharaan Anda saat ini. Identifikasi komponen paling kritis dalam sistem turbin Anda dan rencanakan inspeksi NDT yang ditargetkan. Mulailah membangun riwayat data kondisi aset Anda, dan ambil langkah proaktif untuk mengamankan masa depan operasional fasilitas Anda.
Sebagai pemasok dan distributor instrumen pengukuran dan pengujian terkemuka, CV. Java Multi Mandiri memiliki spesialisasi dalam melayani klien bisnis dan aplikasi industri. Kami memahami bahwa keandalan peralatan adalah kunci efisiensi operasional perusahaan Anda. Tim kami siap membantu Anda menemukan instrumen NDT yang tepat, termasuk ultrasonic flaw detector canggih, untuk membangun program pemeliharaan prediktif yang kuat. Mari diskusikan kebutuhan perusahaan Anda dan temukan bagaimana kami dapat menjadi mitra dalam mengoptimalkan operasi dan memenuhi kebutuhan peralatan komersial Anda.
Rekomendasi Ultrasonic Testing
-

Ultrasonic Flaw Detector NOVOTEST UD2303
Rp78.187.500,00 Lihat produk -

Ultrasonic Thickness Gauge NOVOTEST UT-2A (A-Scan)
Rp43.687.500,00 Lihat produk -

Alat Ukur Ketebalan Ultrasonik NOVOTEST UT1M-IP
Rp25.800.000,00 Lihat produk -

Alat Pengukur Ketebalan Ultrasonik NOVOTEST UT-1M
Rp25.595.000,00 Lihat produk -

Alat Pendeteksi Kecacatan Ultrasonik NOVOTEST UD2301
Rp60.187.500,00 Lihat produk -

UT-Probe (Transduser) NOVOTEST
Lihat produk -

Blok Kalibrasi Pengukur Ketebalan NOVOTEST
Lihat produk -
Detektor Cacat Array Bertahap NOVOTEST UD4701PA
Rp524.725.000,00 Lihat produk
References
- Electric Power Research Institute (EPRI). (N.D.). Steam Turbine Blade Failure Root Cause Analysis Guide. Retrieved from https://www.epri.com/research/products/000000000001014137
- Franklin Research Center for the Electric Power Research Institute (EPRI). (1981). Failure-Cause Analysis: Turbine Bearing Systems. U.S. Department of Energy, Office of Scientific and Technical Information. Retrieved from https://www.osti.gov/servlets/purl/6599806
- Mishnaevsky, L., Jr, Hasager, C., Bak, C., et al. (2022). Root Causes and Mechanisms of Failure of Wind Turbine Blades. Materials, 15(9), 3326. Retrieved from https://pmc.ncbi.nlm.nih.gov/articles/PMC9101399/
- Rinaldi, F., Arifin, Z., & Thamrin, M. (2018). Analisa Kerusakan Sudu Turbin Uap Tipe Back Pressure di Pabrik Kelapa Sawit. Jurnal Online Mahasiswa Fakultas Teknik Universitas Riau. Retrieved from repository.uir.ac.id.
