



Sebuah sambungan las yang tampak sempurna di permukaan bisa menjadi bom waktu yang berdetak di jantung operasional Pembangkit Listrik Tenaga Uap (PLTU). Di dalam lingkungan bertekanan dan bersuhu ekstrem, cacat internal yang tak terlihat—seperti retakan mikro atau fusi yang tidak sempurna—dapat merambat, menyebabkan kegagalan komponen kritis, penghentian operasi (shutdown) yang merugikan, dan risiko keselamatan yang katastropik. Masalah utamanya adalah cacat paling berbahaya ini tersembunyi dari pandangan mata.
Artikel ini adalah panduan praktis dan komprehensif bagi para insinyur QA/QC, inspektur las, dan manajer pemeliharaan untuk menguasai Pengujian Ultrasonik (Ultrasonic Testing – UT). Ini bukan sekadar teori, melainkan sebuah peta jalan untuk menerapkan salah satu metode Pengujian Non-Destruktif (Non-Destructive Testing – NDT) paling kuat sebagai garda terdepan dalam mencegah kegagalan, memastikan kepatuhan terhadap standar, dan menjaga keandalan aset PLTU. Kita akan membahas mulai dari risiko tersembunyi dalam sambungan las, perbandingan metode NDT, hingga prosedur implementasi UT langkah demi langkah di lapangan.
- Risiko Kritis: Mengapa Cacat Las Mengancam Operasi PLTU
- Memilih Metode NDT Tepat untuk Sambungan Las
- Panduan Lengkap Pengujian Ultrasonik (UT) Sambungan Las
- Implementasi Prosedur Inspeksi Las Ultrasonik di PLTU
- Kesimpulan: Investasi dalam Keandalan dan Keselamatan
- References
Risiko Kritis: Mengapa Cacat Las Mengancam Operasi PLTU
Integritas setiap sambungan las pada komponen vital PLTU—seperti boiler, perpipaan uap bertekanan tinggi, dan turbin—adalah fundamental. Kegagalan pada satu titik dapat memicu efek domino yang merusak. Menurut lembaga riset industri seperti Electric Power Research Institute (EPRI), penyebab umum kegagalan komponen di pembangkit listrik sering kali berakar pada mekanisme degradasi material seperti kelelahan (fatigue), rangkak (creep), dan korosi, yang semuanya dipercepat oleh keberadaan cacat las awal.1 Memahami jenis cacat ini adalah langkah pertama dalam manajemen risiko yang efektif.
Berikut adalah beberapa cacat las umum dan penyebab utamanya:
| Jenis Cacat | Deskripsi Visual (Internal) | Penyebab Umum |
|---|---|---|
| Retak (Cracks) | Diskontinuitas planar tajam yang bisa terjadi di zona las atau area terdampak panas (HAZ). | Pendinginan terlalu cepat, tegangan sisa tinggi, kontaminasi hidrogen. |
| Kurang Fusi (Lack of Fusion) | Kegagalan logam las untuk menyatu dengan logam dasar atau lapisan las sebelumnya. | Arus pengelasan terlalu rendah, kecepatan gerak terlalu tinggi, persiapan sambungan buruk. |
| Inklusi Slag (Slag Inclusions) | Terak atau fluks yang terperangkap di dalam logam las. | Teknik pengelasan yang tidak tepat, pembersihan antar lapisan yang tidak memadai. |
| Porositas (Porosity) | Gelembung gas kecil yang terperangkap di dalam lasan yang membeku. | Kontaminasi pada permukaan material, pelindung gas yang tidak memadai. |
Cacat-cacat ini, terutama retak internal, bertindak sebagai konsentrator tegangan. Di bawah beban operasional PLTU yang siklikal dan ekstrem, cacat ini dapat tumbuh secara perlahan hingga mencapai ukuran kritis, yang berujung pada kegagalan mendadak dan tak terduga.
Jenis Cacat Las Internal dan Potensi Bahayanya
Sangat penting untuk membedakan antara cacat permukaan dan cacat internal (sub-surface). Cacat permukaan seperti undercut atau spatter dapat dideteksi secara visual, namun cacat internal jauh lebih berbahaya karena tidak memberikan peringatan eksternal.
Menurut terminologi dari American Welding Society (AWS), cacat internal seperti retak atau kurangnya fusi adalah diskontinuitas yang paling mengancam integritas struktural.2 Di bawah tekanan dan suhu tinggi, cacat planar ini dapat dengan mudah merambat, mengurangi kekuatan penampang komponen secara signifikan. Sebuah retakan internal kecil pada pipa uap utama, misalnya, dapat menyebabkan pecah katastropik, melepaskan uap super panas yang membahayakan personel dan merusak peralatan di sekitarnya. Oleh karena itu, deteksi dini cacat internal bukanlah pilihan, melainkan sebuah keharusan operasional.
Memilih Metode NDT Tepat untuk Sambungan Las
Untuk mendeteksi cacat tersembunyi ini, para profesional mengandalkan serangkaian metode Pengujian Non-Destruktif (NDT). Setiap metode memiliki prinsip kerja, kelebihan, dan keterbatasan yang berbeda. Memilih metode yang tepat bergantung pada jenis material, geometri sambungan, jenis cacat yang dicari, dan kondisi lingkungan kerja. American Society for Nondestructive Testing (ASNT) adalah otoritas utama yang menetapkan standar dan definisi untuk berbagai metode ini.3
Berikut adalah tabel perbandingan metode NDT yang umum digunakan untuk inspeksi las di PLTU:
| Metode | Terbaik untuk | Keunggulan | Keterbatasan | Keamanan | Aplikasi Khas PLTU |
|---|---|---|---|---|---|
| Visual (VT) | Cacat Permukaan | Cepat, murah, tidak perlu alat canggih | Tidak bisa mendeteksi cacat internal | Sangat aman | Inspeksi awal dan akhir semua lasan |
| Penetrant (PT) | Cacat Permukaan Terbuka | Portabel, sensitif untuk retak halus | Hanya untuk cacat yang terbuka ke permukaan, perlu pembersihan | Bahan kimia, perlu ventilasi | Inspeksi lasan non-feromagnetik |
| Magnetic (MT) | Cacat Permukaan & Dekat Permukaan | Cepat, indikasi jelas, portabel | Hanya untuk material feromagnetik | Tidak ada bahaya signifikan | Inspeksi lasan pada pipa dan struktur baja karbon |
| Radiografi (RT) | Cacat Internal (Volumetrik) | Memberikan rekaman permanen (film), baik untuk porositas & inklusi | Bahaya radiasi, area harus dikosongkan, lambat, kurang sensitif pada retak planar | BAHAYA RADIASI TINGGI | Inspeksi sambungan las kritis pada bejana tekan |
| Ultrasonik (UT) | Cacat Internal (Planar) | Sangat sensitif pada retak, hasil instan, portabel, sangat aman | Membutuhkan operator terampil, sulit pada geometri kompleks | Sangat aman, tidak ada radiasi | Inspeksi lasan kritis pada pipa uap, boiler, dan turbin |
Metode Permukaan: Visual (VT), Penetrant (PT), & Magnetic (MT)
Metode inspeksi permukaan seperti Visual Testing (VT), Liquid Penetrant Testing (PT), dan Magnetic Particle Testing (MT) adalah bagian penting dari program kontrol kualitas. PT, misalnya, menggunakan cairan pewarna yang meresap ke dalam retakan permukaan, sementara MT menggunakan medan magnet untuk mendeteksi diskontinuitas pada material feromagnetik. Meskipun sangat efektif untuk tugasnya masing-masing, keterbatasan utamanya adalah mereka tidak dapat “melihat” ke dalam material. Mereka tidak mampu mendeteksi cacat internal yang paling berbahaya di lingkungan PLTU.
Metode Volumetrik: Ultrasonik (UT) vs. Radiografi (RT)
Untuk mendeteksi cacat internal, diperlukan metode volumetrik seperti Radiographic Testing (RT) dan Ultrasonic Testing (UT). RT menggunakan sinar-X atau sinar Gamma untuk membuat gambar bayangan dari bagian dalam lasan, mirip dengan rontgen medis. Meskipun efektif, RT memiliki kelemahan signifikan di lingkungan PLTU: bahaya radiasi yang mengharuskan pengosongan area kerja, proses yang lambat, dan kurang sensitif terhadap cacat planar yang berorientasi tegak lurus terhadap sinar (misalnya, retakan).
Di sinilah UT unggul. UT tidak hanya lebih aman dan lebih cepat, tetapi juga secara inheren lebih sensitif dalam mendeteksi dan mengukur cacat planar seperti retakan—jenis cacat yang paling sering menyebabkan kegagalan katastropik.
Sudut Pandang Inspektur Bersertifikat
Seorang teknisi NDT Level III menjelaskan, “Dalam jadwal shutdown yang padat di PLTU, waktu adalah segalanya. Kami memilih UT daripada RT untuk inspeksi pipa uap utama karena kami bisa bekerja berdampingan dengan tim mekanik lainnya tanpa harus menghentikan pekerjaan mereka karena risiko radiasi. Kami mendapatkan hasil secara real-time, mengidentifikasi retakan kritis, dan memberikan data akurat untuk perbaikan dalam hitungan jam, bukan hari. Ini adalah pengubah permainan dalam efisiensi dan keselamatan.”
Keunggulan ini menjadikan Pengujian Ultrasonik sebagai metode pilihan untuk memastikan integritas sambungan las kritis di PLTU modern.
Panduan Lengkap Pengujian Ultrasonik (UT) Sambungan Las
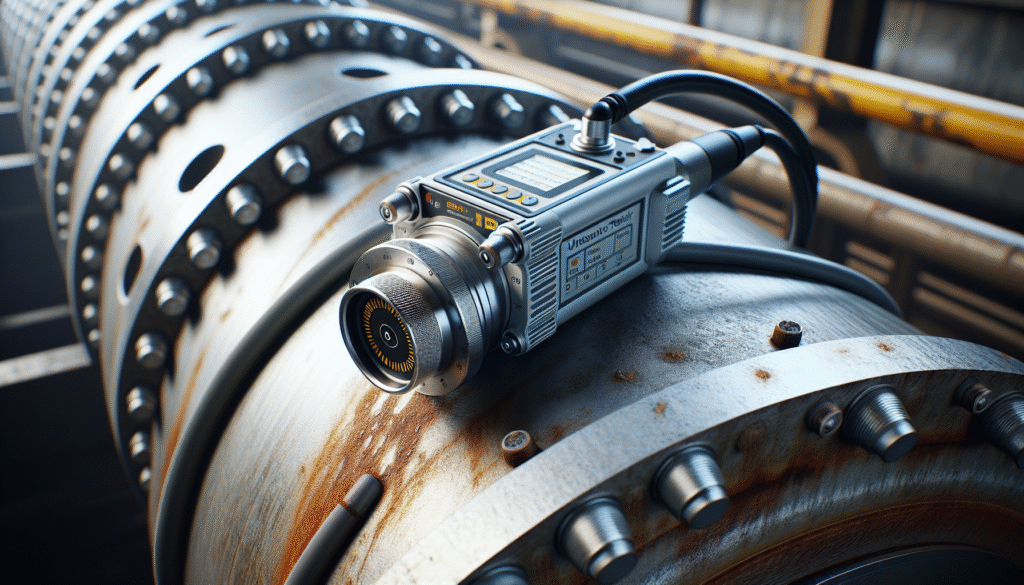
Pengujian Ultrasonik adalah metode NDT canggih yang menggunakan energi suara frekuensi tinggi untuk melakukan pengukuran dan mendeteksi cacat. Prinsipnya mirip dengan teknologi sonar yang digunakan di kapal selam. Untuk pemahaman mendasar yang lebih dalam, sumber daya dari ASNT Overview of Ultrasonic Testing menyediakan definisi yang sangat baik dari badan otoritatif utama.
Prinsip dan Cara Kerja Pengujian Ultrasonik
Proses UT bekerja sebagai berikut:
- Transduser (Probe): Alat ini menghasilkan pulsa gelombang suara frekuensi tinggi. Pengujian ultrasonik menggunakan gelombang suara dengan frekuensi di atas rentang pendengaran manusia (>20 kHz), biasanya dalam rentang 1 hingga 10 MHz untuk aplikasi industri.
- Couplant: Gel atau cairan (seperti gliserin atau air) dioleskan di antara transduser dan permukaan material untuk menghilangkan udara dan memastikan transmisi suara yang efisien.
- Transmisi Gelombang: Gelombang suara merambat melalui material dengan kecepatan konstan.
- Refleksi (Gema): Ketika gelombang suara menabrak batas—seperti dinding belakang material atau diskontinuitas (cacat)—sebagian energi suara dipantulkan kembali ke transduser.
- Analisis Sinyal: Transduser mendeteksi gema yang kembali dan mengubahnya menjadi sinyal listrik. Sinyal ini ditampilkan pada layar, yang dikenal sebagai A-scan, sebagai puncak (peak) di sepanjang garis waktu. Lokasi dan amplitudo puncak ini memungkinkan teknisi yang terlatih untuk menentukan lokasi, ukuran, dan orientasi cacat dengan presisi tinggi.
Glosarium Istilah Kunci UT:
- Transduser: Perangkat yang mengubah energi listrik menjadi energi suara (ultrasonik), dan sebaliknya.
- Couplant: Zat yang memfasilitasi transmisi suara antara transduser dan benda uji.
- A-scan: Tampilan data UT di mana amplitudo gema diplot terhadap waktu.
- Atenuasi: Penurunan intensitas gelombang suara saat merambat melalui material.
- Shear Wave (Gelombang Geser): Jenis gelombang ultrasonik di mana partikel berosilasi tegak lurus terhadap arah rambat gelombang, sering digunakan untuk inspeksi las.
Keunggulan Utama Metode Ultrasonik untuk Inspeksi Las PLTU
Untuk lingkungan PLTU yang menuntut, UT menawarkan serangkaian keunggulan yang tak tertandingi:
- Keamanan Superior: Tidak ada bahaya radiasi pengion, memungkinkan inspeksi dilakukan dengan aman di dekat personel lain dan aktivitas kerja yang sedang berlangsung.
- Kecepatan dan Efisiensi: Hasil pengujian tersedia secara instan, memungkinkan pengambilan keputusan yang cepat untuk perbaikan atau penerimaan. Ini secara drastis mengurangi waktu henti (downtime).
- Sensitivitas Tinggi terhadap Cacat Planar: UT sangat unggul dalam mendeteksi retakan dan kurangnya fusi, yang merupakan cacat paling berbahaya bagi integritas struktural.
- Akurasi Pengukuran: Tidak hanya mendeteksi, UT juga dapat memberikan informasi akurat tentang kedalaman, panjang, dan orientasi cacat.
- Portabilitas: Peralatan UT modern sangat ringkas dan bertenaga baterai, ideal untuk inspeksi di lokasi yang sulit dijangkau di sekitar PLTU.
- Akses Satu Sisi: Inspeksi dapat dilakukan bahkan jika akses hanya tersedia dari satu sisi komponen, tidak seperti RT yang sering kali memerlukan akses ke kedua sisi.
Mengenal Teknik UT Canggih: PAUT dan TOFD
Teknologi UT terus berkembang. Dua teknik canggih yang semakin banyak digunakan dalam inspeksi kritis adalah Phased Array Ultrasonic Testing (PAUT) dan Time-of-Flight Diffraction (TOFD).
- Phased Array Ultrasonic Testing (PAUT): Menggunakan transduser dengan banyak elemen kecil yang dapat diaktifkan secara individual. Ini memungkinkan gelombang suara untuk “dikemudikan” secara elektronik pada berbagai sudut dan difokuskan pada kedalaman yang berbeda. Menurut produsen peralatan terkemuka seperti Olympus, keunggulan utama PAUT adalah kemampuannya menghasilkan gambar visual penampang lasan (S-scan atau C-scan) yang intuitif, mirip dengan gambar medis, sehingga interpretasi cacat menjadi lebih cepat dan andal, terutama pada geometri las yang kompleks.4
- Time-of-Flight Diffraction (TOFD): Metode ini menggunakan dua probe (pemancar dan penerima) dan sangat akurat dalam mendeteksi dan mengukur tinggi retakan dengan menganalisis waktu tempuh gelombang yang terdifraksi dari ujung retakan.
Kedua teknik ini memberikan tingkat deteksi dan karakterisasi cacat yang jauh lebih tinggi dibandingkan UT konvensional, menjadikannya standar emas untuk inspeksi komponen paling kritis di PLTU.
Implementasi Prosedur Inspeksi Las Ultrasonik di PLTU
Menerapkan program UT yang efektif lebih dari sekadar memiliki peralatan yang tepat; ini tentang mengikuti prosedur yang ketat dan terstandarisasi. Standar industri seperti ASME Boiler and Pressure Vessel Code, Section V memberikan pedoman terperinci untuk pelaksanaan pengujian non-destruktif, memastikan hasil yang konsisten dan dapat diandalkan.5 Selain itu, panduan regulasi yang ketat seperti yang dikeluarkan oleh badan pengawas nuklir memberikan contoh standar prosedur yang tinggi, seperti yang dapat dilihat dalam NRC Guide to Ultrasonic Weld Testing.
Berikut adalah daftar periksa persiapan sebelum melakukan inspeksi las ultrasonik di lapangan:
- Peralatan: Verifikasi kalibrasi unit UT, probe, dan kabel yang valid.
- Blok Kalibrasi: Pastikan blok referensi yang sesuai (misalnya, IIW atau DSC block) tersedia dan bersih.
- Persiapan Permukaan: Area inspeksi harus bersih dari kerak, karat, cat, dan kontaminan lainnya.
- Couplant: Pilih couplant yang sesuai untuk suhu dan kondisi permukaan.
- Dokumentasi: Siapkan prosedur pengujian tertulis yang disetujui dan formulir pelaporan.
- Keselamatan: Pastikan semua izin kerja yang diperlukan telah diperoleh dan APD yang sesuai digunakan.
Langkah-Langkah Prosedur Pengujian: Dari Kalibrasi hingga Pelaporan
Proses inspeksi UT yang sistematis adalah kunci untuk mendapatkan data yang akurat.
- Tinjau Prosedur & Standar: Pahami prosedur pengujian yang berlaku dan kriteria penerimaan (acceptance criteria) dari kode yang relevan (misalnya, AWS D1.1 atau ASME B31.1).
- Persiapan Permukaan: Bersihkan permukaan las dan area sekitarnya untuk memastikan kontak transduser yang baik. Permukaan yang kasar dapat menyebabkan sinyal yang tidak stabil.
- Kalibrasi Peralatan: Ini adalah langkah paling kritis. Teknisi menggunakan blok referensi dengan reflektor buatan yang diketahui untuk mengatur parameter alat, seperti rentang, kecepatan suara, dan sensitivitas. Kalibrasi yang tepat memastikan bahwa indikasi pada layar secara akurat mewakili lokasi dan ukuran cacat di dalam material.
- Teknik Pemindaian (Scanning): Teknisi menggerakkan transduser melintasi permukaan dalam pola pemindaian yang telah ditentukan untuk menutupi seluruh volume lasan. Gerakan ini harus dilakukan dengan kecepatan dan tekanan yang konsisten.
- Interpretasi Sinyal: Ini membutuhkan keahlian dan pengalaman tingkat tinggi. Teknisi harus dapat membedakan antara sinyal dari cacat nyata, refleksi dari geometri sambungan, dan sinyal palsu (noise). Personel yang melakukan interpretasi harus bersertifikat, misalnya sesuai skema ASNT NDT Level II/III atau standar kompetensi nasional.
- Pelaporan Hasil: Semua temuan didokumentasikan secara rinci dalam laporan inspeksi. Laporan ini mencakup detail peralatan yang digunakan, area yang diinspeksi, lokasi dan ukuran setiap cacat yang ditemukan, dan perbandingan dengan kriteria penerimaan.
Integrasi NDT dalam Sistem Jaminan Kualitas Pengelasan (QA)
Pengujian Ultrasonik bukanlah aktivitas yang berdiri sendiri. Ini adalah komponen verifikasi penting dalam sistem Jaminan Kualitas (Quality Assurance – QA) pengelasan yang komprehensif. Sistem QA yang baik bersifat proaktif, bertujuan untuk mencegah cacat sejak awal.
Siklus QA/QC pengelasan meliputi:
- Kualifikasi Prosedur: Sebelum produksi dimulai, Spesifikasi Prosedur Pengelasan (WPS) harus dikualifikasi melalui pengujian pada kupon las, yang didokumentasikan dalam Catatan Kualifikasi Prosedur (PQR).
- Kualifikasi Juru Las: Setiap juru las harus diuji dan disertifikasi untuk prosedur spesifik yang akan mereka gunakan.
- Kontrol Material: Memastikan material dasar dan bahan habis pakai las (elektroda) sesuai dengan spesifikasi.
- Inspeksi Selama Proses: Pemantauan parameter pengelasan (arus, voltase, kecepatan) selama pekerjaan berlangsung.
- Inspeksi Pasca-Las (NDT): Di sinilah UT berperan. Hasil NDT digunakan untuk memverifikasi bahwa WPS yang diikuti telah menghasilkan lasan yang bebas dari cacat yang tidak dapat diterima.
Kepatuhan terhadap standar kompetensi, seperti yang ditetapkan oleh SKKNI (Standar Kompetensi Kerja Nasional Indonesia) untuk Welding Inspector, memastikan bahwa personel yang mengawasi proses ini memiliki pengetahuan untuk mengintegrasikan semua elemen ini secara efektif.6 Untuk membangun program NDT yang komprehensif dan berkelanjutan, organisasi dapat merujuk pada panduan internasional seperti IAEA NDT Training Guidelines.
Kesimpulan: Investasi dalam Keandalan dan Keselamatan
Integritas sambungan las adalah pilar utama keandalan dan keselamatan operasional di setiap PLTU. Cacat internal yang tidak terlihat merupakan ancaman nyata yang dapat menyebabkan kegagalan katastropik dan kerugian finansial yang sangat besar. Di antara berbagai metode NDT yang tersedia, Pengujian Ultrasonik (UT) menonjol sebagai solusi yang unggul, aman, cepat, dan sangat efisien untuk mendeteksi cacat internal kritis ini.
Dengan kemampuannya yang superior dalam mengidentifikasi retakan, hasil instan yang mempercepat pengambilan keputusan, dan keamanan yang memungkinkan integrasi tanpa batas ke dalam jadwal pemeliharaan yang padat, UT bukan lagi sekadar teknik inspeksi—ini adalah alat manajemen risiko strategis. Mengadopsi dan menguasai prosedur pengujian ultrasonik, terutama teknik canggih seperti PAUT, merupakan investasi langsung dalam mencegah shutdown yang tidak direncanakan, memperpanjang umur aset, dan yang terpenting, melindungi personel dan lingkungan.
Sebagai pemasok dan distributor terkemuka alat ukur dan uji, CV. Java Multi Mandiri memahami kebutuhan kritis sektor industri dan pembangkit listrik. Kami tidak menyediakan jasa pengujian, melainkan berfokus pada penyediaan instrumen NDT canggih, termasuk peralatan Ultrasonic Testing, untuk mendukung program jaminan kualitas perusahaan Anda. Kami berkomitmen untuk menjadi mitra bisnis Anda dalam mengoptimalkan operasi dan memenuhi kebutuhan peralatan teknis Anda. Untuk mendiskusikan kebutuhan perusahaan Anda dan bagaimana teknologi NDT terbaru dapat meningkatkan keandalan aset Anda, silakan hubungi tim ahli kami.
Rekomendasi Ultrasonic Testing
-

UT-Probe (Transduser) NOVOTEST
Lihat produk -

Reference Blocks NOVOTEST V1
Rp15.750.000,00 Lihat produk -

Alat Pendeteksi Kecacatan Ultrasonik NOVOTEST UD2301
Rp60.187.500,00 Lihat produk -

Alat Pengukur Ketebalan Ultrasonik NOVOTEST UT-1M
Rp25.595.000,00 Lihat produk -

Ultrasonic Thickness Gauge NOVOTEST UT-2A (A-Scan)
Rp43.687.500,00 Lihat produk -

Ultrasonic Flaw Detector NOVOTEST UD2303
Rp78.187.500,00 Lihat produk -

Alat Ukur Ketebalan Ultrasonik NOVOTEST UT1M-IP
Rp25.800.000,00 Lihat produk -
Detektor Cacat Array Bertahap NOVOTEST UD4701PA
Rp524.725.000,00 Lihat produk
References
- Electric Power Research Institute (EPRI). (N.D.). Guidelines for the Assessment of Weld Failures in Power Plant Components. EPRI Press.
- American Welding Society. (2020). AWS A3.0M/A3.0:2020 Standard Welding Terms and Definitions. AWS Publishing.
- The American Society for Nondestructive Testing (ASNT). (N.D.). Nondestructive Testing Handbook. Retrieved from asnt.org.
- Olympus Corporation. (N.D.). Introduction to Phased Array Ultrasonic Technology Applications. Olympus IMS Technical Notes.
- American Society of Mechanical Engineers. (2023). ASME Boiler and Pressure Vessel Code, Section V: Nondestructive Examination. ASME.
- Keputusan Menteri Ketenagakerjaan Republik Indonesia. (N.D.). Standar Kompetensi Kerja Nasional Indonesia (SKKNI) Kategori Jasa Profesional, Ilmiah Dan Teknis Golongan Pokok Jasa Arsitektur Dan Teknik Sipil; Analisis Dan Uji Teknis Pada Jabatan Kerja Welding Inspector.
