



Di tengah persaingan industri yang ketat dan tuntutan pasar yang semakin tinggi, menjamin kualitas produk fabrikasi logam bukan lagi sekadar pilihan, melainkan keharusan operasional. Banyak profesional dan manajer di lapangan menghadapi tiga tantangan utama: kebingungan dalam menerapkan tumpang tindih standar SNI dengan standar global seperti ASTM dan ASME, hambatan karir akibat kurangnya pengakuan kompetensi formal, serta risiko produk cacat dan kegagalan struktural yang berakar dari proses kontrol kualitas (QC) yang tidak ketat. Artikel komprehensif ini hadir sebagai solusi terintegrasi. Kami akan memandu Anda melalui peta standar yang berlaku, memberikan langkah-langkah praktis implementasi QC dari bahan baku hingga finishing, serta menguraikan jalur sertifikasi profesional dan material yang diakui hingga tingkat ASEAN. Dengan mengintegrasikan ketiga pilar ini, bisnis Anda tidak hanya mencapai kepatuhan, tetapi membangun fondasi untuk keunggulan mutu, kepercayaan klien, dan daya saing yang berkelanjutan.
- Dasar-Dasar dan Pentingnya Standar QC Fabrikasi Logam
- Proses QC Praktis: Dari Bahan Baku Hingga Finishing
- Sertifikasi yang Diakui: BNSP untuk Profesional dan Dokumen Uji untuk Material
- Integrasi dan Keberlanjutan Sistem Mutu
- Kesimpulan
- Referensi
Dasar-Dasar dan Pentingnya Standar QC Fabrikasi Logam
Dalam konteks industri fabrikasi logam di Indonesia, Quality Control (QC) didefinisikan sebagai serangkaian aktivitas inspeksi dan pengujian operasional untuk memverifikasi bahwa setiap tahap proses—dari material masuk hingga produk jadi—sesuai dengan spesifikasi yang telah ditetapkan. Penting untuk dibedakan dari Quality Assurance (QA), yang lebih bersifat sistemik dan prosedural untuk mencegah cacat. QC adalah ujung tombak yang langsung menyentuh produk. Mengabaikannya bukan hanya berisiko pada ketidaksesuaian teknis, tetapi dapat berujung pada kegagalan struktural yang berbiaya mahal, rework yang memangkas margin keuntungan, dan yang terparah, hilangnya kepercayaan klien serta tanggung jawab hukum.
Landasan legal dan teknis utama di Indonesia adalah Standar Nasional Indonesia (SNI). SNI merupakan standar yang ditetapkan oleh Badan Standardisasi Nasional (BSN) dan berlaku di wilayah Republik Indonesia. Sertifikasi SNI seringkali menjadi persyaratan wajib, terutama untuk produk-produk yang terkait dengan keselamatan publik. Sebagai contoh, dalam fabrikasi jembatan baja atau struktur bangunan, kepatuhan terhadap SNI adalah non-negosiasi. Risiko mengabaikan standar ini sangat nyata, mulai dari penolakan produk oleh pengguna akhir, sanksi regulasi, hingga insiden keselamatan yang merusak reputasi perusahaan bertahun-tahun. Sebagai informasi lebih lanjut mengenai peran strategis SNI, Anda dapat membaca artikel resmi Kemenperin tentang Penerapan SNI dalam Industri Fabrikasi Logam Indonesia.
Memahami Peta Standar: SNI, ASTM, ASME, dan AWS
Bagi profesional fabrikasi, kekuatan sebenarnya terletak pada kemampuan menavigasi dan mengintegrasikan berbagai standar yang berlaku. SNI sering kali mengadopsi atau menyelaraskan diri dengan standar internasional terkemuka. Memahami peran masing-masing standar ini adalah kunci efisiensi dan akurasi.
- ASTM International (American Society for Testing and Materials): Fokus utama ASTM adalah pada spesifikasi material dan metode pengujian. Standar ASTM, seperti ASTM A36 untuk baja struktural atau ASTM A240 untuk baja tahan karat, mendefinisikan komposisi kimia, sifat mekanik, dan toleransi dimensi material baku. Ini adalah panduan pertama dan utama dalam memilih material yang tepat.
- ASME (American Society of Mechanical Engineers): Sementara ASTM berfokus pada “bahan baku”, ASME berfokus pada “desain dan integrasi sistem”. Standar seperti ASME Boiler and Pressure Vessel Code (BPVC) Sec. IX mengatur prosedur pengelasan dan kualifikasi welder untuk aplikasi bertekanan. Dalam fabrikasi, standar ASME sering digunakan untuk memastikan keamanan dan kinerja suatu assembly atau sistem mekanis yang telah jadi.
- AWS (American Welding Society): Standar ini adalah rujukan global untuk segala hal terkait pengelasan. AWS D1.1, misalnya, adalah standar praktik pengelasan struktural baja yang sangat detail, mencakup dari desain sambungan, prosedur pengelasan (WPS/PQR), hingga kriteria penerimaan cacat.
- SNI (Standar Nasional Indonesia): SNI berperan sebagai payung nasional yang memastikan produk akhir memenuhi kebutuhan dan regulasi lokal. SNI mungkin merujuk langsung pada standar ASTM atau ASME untuk aspek teknis tertentu, sambil menambahkan persyaratan spesifik untuk konteks Indonesia.
Dalam pengalaman praktis, sebuah proyek fabrikasi tangki tekanan mungkin mensyaratkan material sesuai ASTM A516, dirancang dan diproduksi mengikuti ASME Sec. VIII, dengan prosedur pengelasan mengacu pada AWS, dan akhirnya disertifikasi untuk digunakan di Indonesia berdasarkan skema SNI yang relevan. Pemahaman holistik ini mencegah duplikasi kerja dan memastikan kepatuhan menyeluruh.
Proses QC Praktis: Dari Bahan Baku Hingga Finishing
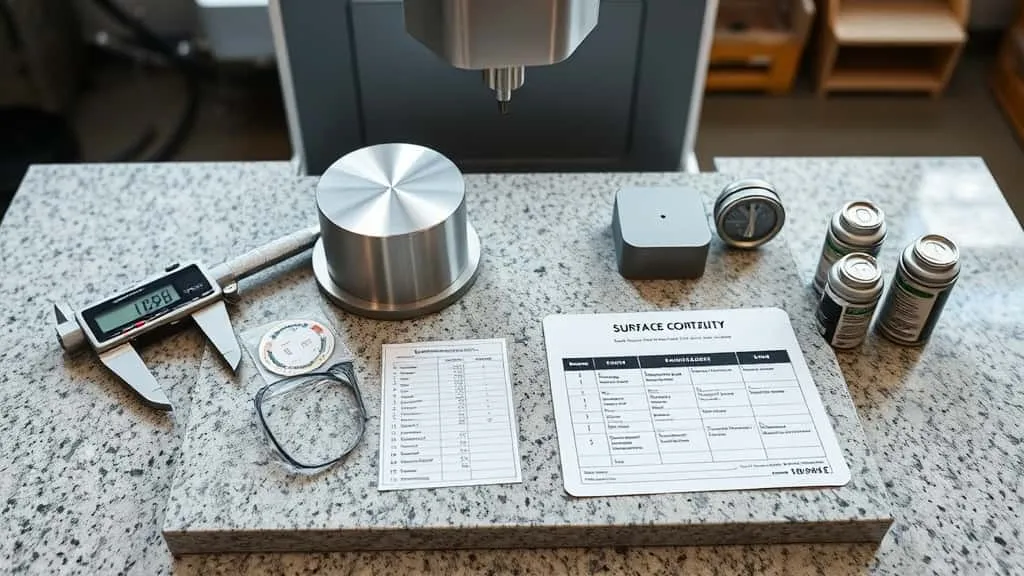
Implementasi standar hanya efektif bila diterjemahkan ke dalam tindakan inspeksi harian yang terstruktur. Sistem QC yang kuat dibangun di atas serangkaian checkpoint pada setiap tahap kritis proses fabrikasi. Berikut adalah panduan tahap demi tahap yang dapat langsung diadopsi:
- Penerimaan & Inspeksi Material Baku: Ini adalah garis pertahanan pertama. Setiap pengiriman material harus disertai dengan Mill Test Certificate (MTC) atau sertifikat sejenis. Inspeksi visual dan pengukuran dimensi sampel dilakukan untuk memastikan kesesuaian dengan pesanan dan standar yang dirujuk (misalnya, ASTM).
- Pemotongan & Pembentukan (Cutting & Forming): Periksa akurasi dimensi potongan terhadap gambar kerja, toleransi sudut, dan kualitas tepian potongan (bebas dari retak atau cacat). Untuk proses bending, verifikasi radius lengkungan dan pastikan tidak terjadi penipisan material yang berlebihan.
- Pengelasan (Welding): Tahap ini paling kritis. QC meliputi:
Prasambungan: Pemeriksaan preparasi sambungan (bevel angle, root face).
Selama Pengelasan: Memastikan parameter (arus, tegangan, kecepatan) sesuai dengan Procedure Qualification Record (PQR) dan Welding Procedure Specification (WPS) yang telah disetujui. Inspeksi visual pada setiap lapisan las (pass) untuk mendeteksi cacat seperti porositas atau inklusi slag.
Pasca Pengelasan: Inspeksi visual menyeluruh, dilanjutkan dengan Pengujian Tidak Merusak (NDT) sesuai kebutuhan, seperti Ultrasonic Testing (UT) untuk deteksi cacat internal atau Liquid Penetrant Testing (PT) untuk cacat permukaan. - Perakitan (Assembly): Verifikasi keselarasan (alignment), jarak celah (clearance), dan kebenaran posisi semua komponen sebelum pengencangan akhir. Pengukuran dengan alat presisi seperti theodolite seringkali diperlukan untuk struktur besar.
- Finishing & Pelapisan (Finishing & Coating): Periksa profil permukaan setelah sandblasting (biasanya dinyatakan dalam micron), ketebalan lapisan cat atau pelapis (dengan gauge), dan adhesi lapisan. Untuk hard chrome plating, QC-nya lebih spesifik dan ketat.
-

Alat Pengukur Ketebalan Logam NOVOTEST UT-1M – Ultrasonic Thickness Gauge
Rp25.595.000,00 Lihat produk -

Alat Pendeteksi Keretakan dan Ukur Ketebalan Ultrasonik NOVOTEST UD3701 – Ultrasonic Flaw Detector & Thickness Gauge
Rp132.250.000,00 Lihat produk -

NOVOTEST UT-3M-EMA Alat Ukur Ketebalan Logam – Ultrasonic Thickness Gauge
Rp100.950.000,00 Lihat produk -

Alat Pengukur Ketebalan NOVOTEST UT-3A-EMA
Rp176.812.500,00 Lihat produk
QC pada Hard Chrome Plating: Standar SAE-AMS-QQ-C-320 dan Pencegahan Hydrogen Embrittlement
Hard chrome plating adalah proses penambahan lapisan kromium keras secara elektrolitis untuk meningkatkan ketahanan aus, mengurangi gesekan, dan memperbaiki sifat permukaan. Standar yang paling umum diadopsi, terutama untuk aplikasi dinamis dan berpresisi tinggi, adalah SAE-AMS-QQ-C-320, Class 2E. Standar ini mensyaratkan kekerasan lapisan antara 900 hingga 1200 Vickers (sekitar 68-72 HRC) dan ketebalan yang sangat terkontrol, biasanya antara 0.00005 hingga 0.02500 inci.
Proses QC dimulai jauh sebelum komponen dicelupkan ke dalam bak plating. Persiapan permukaan—meliputi pemolesan, pembersihan degreasing, dan etching—harus sempurna untuk menjamin adhesi. Selama plating, parameter seperti jarak anoda-katoda (misalnya 10 cm untuk hasil optimal berdasarkan penelitian), densitas arus, suhu larutan, dan waktu plating harus dikontrol ketat.
Namun, tantangan teknis terbesar adalah Hydrogen Embrittlement. Proses elektroplating dapat menyebabkan atom hidrogen terserap ke dalam struktur logam dasar, khususnya baja berkekuatan tinggi (dengan kekerasan > 40 HRC), membuatnya getas dan rentan retak tiba-tiba di bawah beban. Solusi wajib adalah Post-Plating Hydrogen Bake. Prosedur otoritatif dari NASA mensyaratkan bahwa untuk baja karbon, baja paduan rendah, dan stainless steel martensitik dengan kekerasan ≥ 40 HRC, proses baking harus dilakukan pada suhu 375°F (sekitar 190°C) selama 23 jam, dimulai dalam waktu 4 jam setelah plating selesai. Mengabaikan step ini adalah kesalahan fatal yang mengundung kegagalan lapangan.
Parameter Kunci dan Metode Pengujian Kualitas Plating
Setelah proses plating dan baking selesai, serangkaian pengujian harus dilakukan untuk memastikan kualitas:
- Ketebalan Lapisan: Diukur menggunakan mikrometer khusus (seperti coating thickness gauge) yang sesuai dengan standar ASTM B499. Pengukuran dilakukan di beberapa titik untuk memastikan keseragaman.
- Kekerasan: Diuji menggunakan hardness tester Rockwell atau Vickers pada skala C (HRC). Hasil harus konsisten dengan rentang 68-72 HRC sebagaimana diamanatkan SAE-AMS-QQ-C-320.
- Adhesi: Uji adhesi kritis untuk memastikan lapisan tidak terkelupas. Metode standar seperti uji lekuk (cross-cut test) sesuai ASTM B571 atau uji bending dapat diterapkan. Lapisan yang baik tidak boleh menunjukkan tanda pengelupasan.
- Inspeksi Visual & Makroskopik: Permukaan diperiksa di bawah pencahayaan yang baik untuk mendeteksi cacat seperti porositas (pitting), retak mikro (crazing), noda (stain), atau warna yang tidak seragam. Pengalaman inspektur sangat berperan dalam identifikasi cacat awal.




Sertifikasi yang Diakui: BNSP untuk Profesional dan Dokumen Uji untuk Material
Komitmen terhadap kualitas harus didukung oleh bukti formal, baik dari sisi kompetensi sumber daya manusia maupun kualitas material. Dua pilar sertifikasi ini adalah kunci membangun kepercayaan dengan klien dan membuka akses pasar.
Panduan Lengkap Sertifikasi BNSP Fabrikasi Pelat
Sertifikasi Badan Nasional Sertifikasi Profesi (BNSP) adalah pengakuan resmi negara atas kompetensi seorang profesional di bidang tertentu, dalam hal ini Fabrikasi Pelat. Sertifikat ini berlaku selama 3 tahun dan diakui di negara-negara ASEAN, menjadikannya aset berharga untuk karir dan kredibilitas perusahaan. Banyak tenaga ahli berpengalaman terkendala promosi atau pengakuan karena tidak memiliki bukti kompetensi formal ini.
Proses mendapatkan sertifikasi BNSP Fabrikasi Pelat umumnya melibatkan langkah-langkah berikut:
- Persiapan Portofolio: Mengumpulkan bukti pengalaman kerja, pelatihan, dan pencapaian terkait 7 unit kompetensi yang diujikan (misalnya: Membaca Gambar Teknik, Menyiapkan Material, Melakukan Pengelasan).
- Pendaftaran di LSP: Mendaftar melalui Lembaga Sertifikasi Profesi (LSP) yang memiliki lisensi dari BNSP untuk skema Fabrikasi Pelat.
- Asesmen/Uji Kompetensi: Menghadapi asesmen yang mencakup tes teori (pengetahuan) dan praktik (keterampilan) yang diselenggarakan oleh asesor BNSP yang kompeten.
- Sertifikasi & Penerbitan: Jika lulus, peserta akan menerima Sertifikat Kompetensi BNSP. Untuk informasi detail tentang skema kompetensinya, Anda dapat mengunjungi halaman Skema Kompetensi BNSP untuk Fabrikasi Logam dan Pelat.
Tips dari praktisi: Pelajari dengan cermat skema kompetensi yang akan diujikan, siapkan bukti kerja yang relevan dan terdokumentasi dengan baik, serta berlatihlah pada peralatan yang standar. Sertifikasi ini bukan hanya formalitas, tetapi validasi nyata atas keahlian yang dimiliki.
Memahami Sertifikat Uji Material: MTC dan EN 10204
Sementara BNSP meng-certify orang, material logam memerlukan sertifikatnya sendiri. Dokumen ini adalah bukti traceability dan jaminan kualitas bahan baku.
- Mill Test Certificate (MTC): Dokumen dasar dari pabrik baja yang menyertai setiap batch material. MTC yang baik harus mencantumkan: nama produsen, spesifikasi produk (misal: ASTM A36), heat number atau nomor peleburan (kunci untuk traceability), hasil analisis kimia, dan hasil uji sifat mekanik (kekuatan tarik, yield strength, elongasi).
- Sertifikat EN 10204: Standar Eropa ini lebih formal dan sering diminta dalam proyek-proyek internasional. Terdapat beberapa tipe, yang paling umum adalah:
Type 3.1: Pernyataan kesesuaian dengan pesanan yang dikeluarkan oleh inspektur independen dari pabrik.
Type 3.2: Sertifikat yang lebih komprehensif yang mencakup hasil aktual pengujian spesifik pada material tersebut, diverifikasi oleh inspektur independen yang diakui.
Keaslian sertifikat ini dapat diverifikasi melalui lembaga pengujian material yang menerbitkannya. Di Indonesia, lembaga pengujian yang kredibel biasanya terakreditasi oleh Komite Akreditasi Nasional (KAN) berdasarkan standar SNI ISO/IEC 17025, yang menjamin kompetensi teknis dan imparsialitasnya. Untuk memahami lebih dalam tentang MTC, referensi dari Panduan Mill Test Certificate (MTC) dan Standar EN 10204 dapat memberikan gambaran yang baik. Informasi mengenai sistem akreditasi laboratorium di Indonesia tersedia pada artikel Akreditasi Laboratorium Penguji oleh KAN Indonesia.
Integrasi dan Keberlanjutan Sistem Mutu
Keunggulan mutu yang konsisten tidak dicapai dengan kegiatan QC yang terpisah-pisah atau sekadar mengejar sertifikasi. Ia diraih melalui integrasi yang sinergis antara standar teknis (SNI/ASTM/SAE), proses QC operasional yang terdokumentasi, dan kerangka pengakuan (BNSP, KAN) yang solid. Sistem Manajemen Mutu seperti ISO 9001 dapat berperan sebagai kerangka kerja (framework) yang efektif untuk mengelola dan menyelaraskan ketiga elemen ini. ISO 9001 membantu mendokumentasikan prosedur, mengelola catatan inspeksi, melacuk ketidaksesuaian, dan melakukan tinjauan manajemen secara berkala—tanpa menggantikan kebutuhan akan standar teknis spesifik seperti ASTM atau SAE.
Tantangan implementasi, seperti fluktuasi kualitas daya listrik yang dapat mengganggu presisi mesin CNC dan konsistensi pengelasan, harus diidentifikasi dan dikelola dalam sistem ini. Audit internal rutin dan kesiapan menghadapi audit eksternal dari klien atau badan sertifikasi menjadi ukuran kedewasaan sistem. Dengan pendekatan terintegrasi ini, komitmen terhadap kualitas berubah dari beban biaya menjadi investasi strategis yang melindungi aset, merek, dan masa depan bisnis fabrikasi logam Anda.
Kesimpulan
Mencapai keunggulan mutu dalam industri fabrikasi logam dan hard chrome plating di Indonesia adalah sebuah perjalanan yang membutuhkan peta yang jelas, langkah-langkah praktis, dan bukti formal. Seperti yang telah diuraikan, tiga pilar utama yang harus diperkuat secara bersamaan adalah: (1) Penerapan Standar yang tepat, dengan memahami hierarki dan peran SNI, ASTM, ASME, AWS, dan SAE; (2) Proses QC Praktis yang diterapkan secara disiplin di setiap tahap, dari inspeksi MTC material baku hingga pengujian ketat pada hasil hard chrome plating, termasuk prosedur pencegahan hydrogen embrittlement; serta (3) Sertifikasi yang Diakui, baik untuk kompetensi profesional melalui BNSP maupun untuk kualitas material melalui MTC/EN 10204 dari lembaga terakreditasi KAN.
Integrasi ketiganya menciptakan siklus peningkatan berkelanjutan yang menjamin keselamatan, memenuhi regulasi, membangun kepercayaan klien yang tak tergoyahkan, dan pada akhirnya meningkatkan daya saing perusahaan dan profesional Indonesia di pasar domestik maupun regional ASEAN.
Langkah Awal Anda: Lakukan audit cepat terhadap sistem yang ada. Identifikasi standar mana yang menjadi acuan operasi Anda, evaluasi kesenjangan kompetensi tim terhadap skema BNSP, dan periksa kelengkapan serta validitas sertifikat uji material di gudang. Untuk komponen kritis yang membutuhkan presisi dan ketahanan ekstrem seperti hard chrome plating, pastikan Anda bermitra dengan penyedia jasa yang memiliki fasilitas terkontrol, prosedur standar yang terdokumentasi (seperti prosedur baking NASA), dan personel yang kompeten.
Sebagai mitra bisnis Anda dalam mencapai standar tertinggi ini, CV. Java Multi Mandiri berkomitmen untuk mendukung industri Indonesia dengan menyediakan peralatan ukur dan uji yang presisi serta terkalibrasi, yang menjadi mata dan telinga proses QC yang efektif. Dari thickness gauge untuk mengukur lapisan chrome, hardness tester, hingga peralatan NDT, kami memahami kebutuhan teknis yang spesifik dari sektor fabrikasi logam dan manufaktur. Mari bersama-sama mengoptimalkan operasional dan kualitas produk Anda. Untuk berdiskusi lebih lanjut mengenai solusi instrumentasi yang sesuai dengan kebutuhan perusahaan Anda, silakan hubungi tim ahli kami melalui halaman konsultasi solusi bisnis.
Disclaimer: Artikel ini dimaksudkan untuk tujuan informasi dan pendidikan. Untuk keputusan terkait spesifikasi teknis, sertifikasi proyek, atau masalah hukum, konsultasikan dengan profesional berlisensi yang berkualifikasi dan dokumen standar resmi.
Rekomendasi Hardness Tester
-

Vickers Test Blocks NOVOTEST HV
Rp7.575.000,00 Lihat produk -

Alat Ukur Kekerasan Logam NOVOTEST TS-BRV – Hardness Tester Rockwell, Brinell, & Vickers
Rp393.750.000,00 Lihat produk -
Alat Uji Kekerasan Logam NOVOTEST TB-B-C – Brinell Hardness Tester
Lihat produk -

Portable Hardness Tester Brinell NOVOTEST TS-B-C1
Rp597.187.500,00 Lihat produk -

Shore Hardness Test Blocks NOVOTEST
Rp12.800.000,00 Lihat produk -

Alat Ukur Kekerasan Leeb NOVOTEST T-D2-R
Rp15.037.500,00 Lihat produk -

Bench Hardness Tester NOVOTEST TB-MCV-1
Rp68.100.000,00 Lihat produk -

Alat Penguji Kekerasan Digital NOVOTEST TB-SR-C
Lihat produk
Referensi
- SGS Indonesia. (N.D.). Indonesian National Standard (SNI) product certification. SGS. Retrieved from https://www.sgs.com/-/media/sgscorp/documents/corporate/brochures/cpindonesia-sni-lspro-brochure2111lr.cdn.en-EG.pdf
- Badan Nasional Sertifikasi Profesi (BNSP). (N.D.). Fabrikasi Pelat Sertifikat Profesi BNSP – Lembaga Sertifikasi Resmi. BNSP. Retrieved from https://bnsp.net/sertifikat-bnsp/fabrikasi-pelat
- Figert, J., Luna, S., & Mayeaux, B. (N.D.). Process Specification for Electrodeposited Chromium Plating (PRC-5003 Rev. D). NASA Johnson Space Center Engineering Directorate. Retrieved from https://www.nasa.gov/wp-content/uploads/2023/03/prc-5003-current.pdf
- American Society for Testing and Materials (ASTM) International. (Various Years). Standard Specifications for Materials and Test Methods.
- SAE International. (N.D.). SAE AMS QQ C 320: Chromium Plating (Electrodeposited), Hard. SAE.
- American Welding Society (AWS). (N.D.). AWS D1.1/D1.1M: Structural Welding Code – Steel.
- Komite Akreditasi Nasional (KAN). (N.D.). Sistem Akreditasi Laboratorium Penguji berdasarkan SNI ISO/IEC 17025.
